Products
Ebil Tech
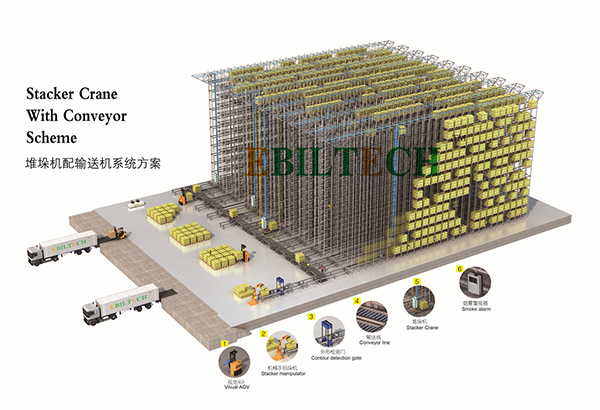
Motor-Driven Cantilever Racking System
Motor-Driven Cantilever Racking System is one of our products, we can provide one-stop storage system solutions and products, our products also include Warehouse Robot, Warehouse Rack, Storage Radio Shuttle, Drive Through Racking System, Electric Movable Racking System, Dual-Level Shuttle System, VNA Pallet Racking, Honeycomb Rack, and so on. EBILTECH providing the automated and intelligent products of logistics system, such as pallet shuttle, stacker crane, cargo elevator, automatic transport system, other electrical automation and software of the logistics system. We have many main markets in the world, such as Guyana, Melbourne (Victoria, Australia), Qatar, Moldova, Turin (Italy), Jan Mayen, and so on. We are looking forward to cooperate with you. If you are interested in Motor-Driven Cantilever Racking System.
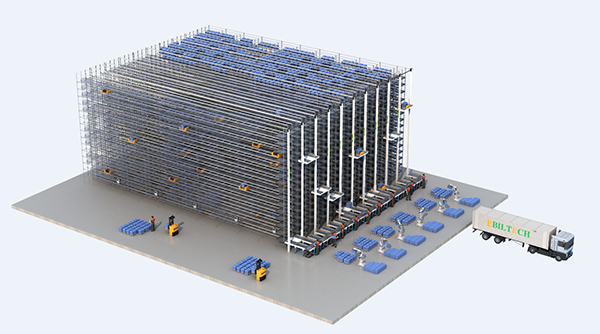
A motor-driven cantilever racking system is a type of cantilever rack that incorporates a motorized mechanism for the movement of the arms. This system utilizes electrically powered motors to adjust the position of the cantilever arms horizontally along the columns, providing automated and efficient storage and retrieval of items.
Here are some key features and benefits of a motor-driven cantilever racking system:
1. Motorized Movement: The motor-driven cantilever racking system allows for automated movement of the arms. With the push of a button or through a control panel, the motorized mechanism moves the arms horizontally along the columns to the desired position. This eliminates the need for manual adjustment and makes it easier and quicker to access stored items.
2. Precise Positioning: The motorized mechanism in the system enables precise positioning of the cantilever arms. This allows for accurate alignment of the arms with the items being stored, optimizing space utilization and ensuring efficient storage.
3. Improved Accessibility: The motor-driven system enhances accessibility to stored items. By automating the movement of the arms, it eliminates the need for manual handling or the use of additional equipment, such as forklifts or cranes, to position the arms. This streamlines the storage and retrieval process, reducing labor requirements and increasing productivity.
4. Space Efficiency: Cantilever racks are known for their ability to store long, bulky, or irregularly shaped items. The motor-driven cantilever racking system further enhances space efficiency by allowing for precise adjustment of the arms to match the dimensions of the stored items. It maximizes the use of available vertical and horizontal space in the warehouse or storage facility.
5. Customizability: Motor-driven cantilever racking systems can be customized to accommodate specific storage requirements. The number of arms, arm lengths, and spacing between the arms can be adjusted to suit different types and sizes of items. This flexibility enables the system to adapt to various storage needs and optimize the available space.
6. Safety Features: Motor-driven cantilever racking systems often incorporate safety features to ensure the protection of both users and stored items. These may include safety sensors that detect obstructions or personnel in the storage area, emergency stop buttons, and safety locks to prevent unauthorized access.
Motor-driven cantilever racking systems are commonly used in industries where efficient storage and retrieval of long, heavy, or irregularly shaped items are required, such as lumber yards, pipe manufacturers, steel fabricators, and warehouses handling oversized products. They offer automation and convenience, improving operational efficiency and maximizing storage capacity.