Products
Ebil Tech
Box Elevator
Box Elevator is one of our products, we can provide one-stop storage system solutions and products, our products also include Multi-Lever Mezzanine Rack, Narrow Aisle Pallet Racking, Low-Temperature Storage Rack, Automated Warehouse, AS/RS Shuttle, Archive Shelving, Metal sheet rack horizontal, Racks For Pallets Warehouse, and so on. EBILTECH providing the automated and intelligent products of logistics system, such as pallet shuttle, stacker crane, cargo elevator, automatic transport system, other electrical automation and software of the logistics system. We have many main markets in the world, such as Sierra Leone, Belfast (Northern Ireland, UK), Berlin (Germany), United Arab Emirates, Navassa Island, Central African Republic, and so on. We are looking forward to cooperate with you. If you are interested in Box Elevator.
A Box Elevator, also known as a Goods Lift or Freight Lift, is a type of vertical lifting equipment used to transport goods or boxes between different levels of a building or facility. It is commonly employed in industrial settings, warehouses, distribution centers, and commercial buildings where there is a need to move heavy or bulky items efficiently and safely.
Box Elevators provide several benefits, including efficient vertical transportation of goods, reduced manual handling, improved productivity, and enhanced safety. They offer a reliable solution for moving heavy or bulky items between floors, streamlining logistics operations, and optimizing material flow within a building or facility.
The key features and functionalities of a Box Elevator:
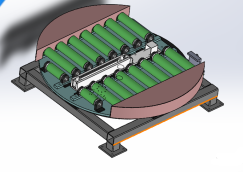
1. Vertical Lifting: A Box Elevator is designed to vertically lift goods or boxes between multiple floors or levels. It typically consists of a sturdy platform or cage that can accommodate various sizes and weights of cargo.
2. Load Capacity: Box Elevators are engineered to have specific load capacities, indicating the maximum weight they can safely carry. The capacity can vary based on the design and construction of the elevator, ranging from a few hundred kilograms to several tons.
3. Safety Features: Safety is a crucial aspect of Box Elevators. They are equipped with safety features such as interlocking doors, sensors, emergency stop buttons, and overload protection mechanisms to ensure the safety of both the goods and the operators.
4. Control Systems: Box Elevators can be operated using different control systems. They may have simple push-button controls, key switches, or advanced control panels with multiple options for floor selection and operation. Some elevators can also be integrated with building management systems for enhanced control and monitoring capabilities.
5. Hydraulic or Electric Operation: Box Elevators can be powered by hydraulic or electric systems. Hydraulic elevators use fluid pressure to lift and lower the platform, while electric elevators rely on electrical motors and pulley systems. The choice between hydraulic and electric systems depends on factors such as load capacity, travel distance, speed requirements, and energy efficiency considerations.
6. Customizable Configurations: Box Elevators can be customized to suit specific requirements. They can be designed with different platform sizes, door configurations (single or double), and access points (front or side entry). This flexibility allows for adaptation to various spaces and operational needs.
7. Compliance with Regulations: Box Elevators must comply with relevant safety and building codes, such as the local elevator codes and standards. Regular inspections and maintenance are necessary to ensure compliance and safe operation.